Technical Brief: VMC vs HMC Machining Strategy for a German Robotics OEM
Manufyn helped a German industrial automation manufacturer cut CNC machining cost by 28% by switching a precision gearbox housing from Vertical to Horizontal Machining Center production. A Design for Manufacturability review, single-fixture tombstone setup, and optimized tool paths cut cycle time from 95 to 63 minutes per part.
Key Technical Highlights:
-
Material: Aluminum 6061 T6, prototype run of 10 parts scaling to 2,500 parts annually.
-
Setup Consolidation: Machining setups reduced from 5 to 1 using a single-fixture tombstone configuration.
-
Cycle Time Reduction: Machining cycle time cut from 95 minutes to 63 minutes per component.
Industry
Industrial Automation | CNC Machining | Precision Machining Germany | Gearbox Housing Manufacturing
Customer Challenge
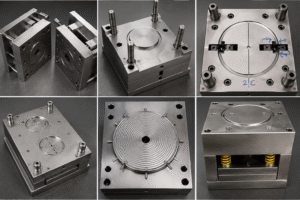
A German industrial automation manufacturer approached Manufyn to develop a lightweight precision-machined gearbox housing for one of its new robotic systems. The component required 42 drilled holes, 18 threaded holes, pocket milling, and side machining across five different faces, with a positional tolerance of ±0.02 mm, flatness below 0.03 mm, and a surface finish of Ra 1.6 µm.
The customer had approached multiple machining suppliers across Asia and Europe, almost all of whom quoted the part for production on a Vertical Machining Center (VMC). While the quoted prices appeared reasonable, cycle times exceeded 95 minutes per component, making the annual volume of 2,500 pieces expensive to produce.
The customer asked Manufyn to review manufacturing feasibility before releasing the production order.
Project Challenges
Machining the housing on a conventional VMC required repositioning the part across five faces, which introduced several manufacturing challenges:
- Multiple fixture setups per part
- Repeated workpiece alignment
- Manual repositioning between operations
- Increased operator intervention
- Greater risk of datum shift across setups
- Extended cycle time at high annual volume
- Difficulty holding ±0.02 mm positional tolerance across repositioned faces
Manufyn’s Engineering Solution
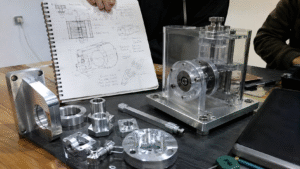
Manufyn’s engineering team performed a complete Design for Manufacturability (DFM) review before releasing the production order. Rather than selecting a machine based on availability, the team evaluated the number of machining faces, metal removal volume, production quantity, fixture complexity, machine utilization, tool accessibility, chip evacuation, cycle time, and repeatability requirements.
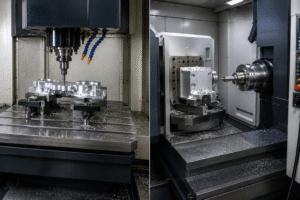
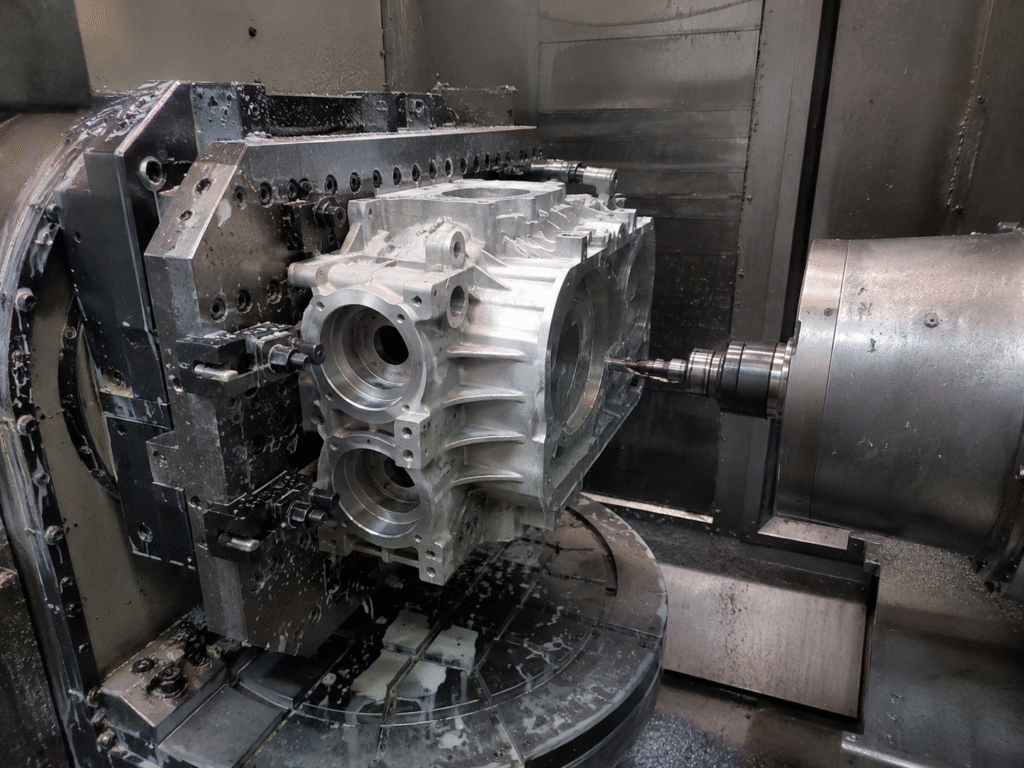
Based on this review, Manufyn recommended manufacturing the component on a Horizontal Machining Center (HMC) using a 4th-axis tombstone fixture, referencing the entire part from a single datum and eliminating cumulative positioning errors across the five machined faces.
| Process Stage | Operation |
|---|---|
| Fixture Design | Single-datum tombstone fixture engineered to reference the part from one setup |
| Multi-Face Machining | Rotary indexer used to machine four sides without removing the component |
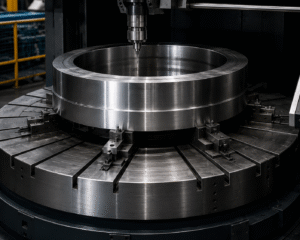
| HMC Setup | Horizontal spindle orientation configured for optimal chip evacuation during deep pocket milling |
| Tool Standardization | Cutting tools standardized across operations to reduce tool changes and improve spindle utilization |
| CAM Optimization | Tool paths optimized to reduce air cutting while maintaining cutting stability |
Every setup was verified against the single tombstone datum, ensuring stable and repeatable machining across all five faces of the housing.
Manufacturing Process
The HMC machining strategy included:
- Single-fixture tombstone setup referencing all machined faces from one datum
- Simultaneous multi-face machining using the rotary indexer
- Deep pocket milling with horizontal-spindle chip evacuation
- Standardized tooling across operations
- CAM-optimized tool paths to reduce air cutting
- In-process dimensional checks against the ±0.02 mm tolerance
- Final inspection, packaging and shipment
Each stage was engineered to hold flatness and positional tolerance while reducing overall cycle time.
Quality Assurance
Quality assurance formed an integral part of the manufacturing process. Inspection activities included First Article Inspection (FAI), in-process inspection, final inspection, positional tolerance verification, flatness measurement, and surface finish verification against the Ra 1.6 µm requirement.
Critical dimensions were measured using Coordinate Measuring Machine (CMM) inspection, ensuring repeatable measurement across every production batch.
Results Achieved
| Parameter | Before | After |
|---|---|---|
| Machine Type | VMC | HMC |
| Setups Required | 5 | 1 |
| Machining Cycle Time | 95 Minutes | 63 Minutes |
| Cost Per Part | 100% | 72% |
| Annual Manufacturing Cost | Reduced by 28% | |
| Operator Handling | High | Low |
| Dimensional Repeatability | Good | Excellent |
| Scrap Rate | 3.8% | 0.7% |
The customer approved Manufyn’s recommendation and shifted production to a Horizontal Machining Center, achieving 34% faster production throughput alongside the 28% cost reduction, without compromising quality or tolerances.
Why Horizontal Machining Center?
Compared with a Vertical Machining Center for this part geometry, an HMC with a tombstone fixture offered several advantages: a single datum reference instead of five repeated alignments, superior chip evacuation during deep pocket milling, lower operator intervention, faster cycle times, and higher repeatability — making HMC the more economical and reliable manufacturing strategy for multi-face, high volume production.
Applications
Precision HMC machining is ideal for manufacturing robotics and industrial automation components, gearbox housings, multi-face prismatic parts, structural machine components, and other precision assemblies requiring tight positional tolerance across several machined faces.
Machining Capabilities
Manufyn supports precision CNC machining across VMC, HMC, and 3-axis, 4-axis, and 5-axis platforms, working with aluminum, steel, and other engineering materials to match part geometry and production volume with the right machine architecture.
Why the Customer Chose Manufyn
Manufyn provides complete manufacturing support from concept to production through a qualified supplier network across India. Our engineering-led approach includes Design for Manufacturability (DFM) support, access to audited CNC machining partners, and production planning from prototype to high-volume manufacturing, backed by CMM inspection and full material traceability.
Every project is managed through a single point of contact, ensuring clear communication, faster decision making and complete traceability throughout the manufacturing lifecycle.
Conclusion
By recommending a Horizontal Machining Center with a single-fixture tombstone setup instead of the conventional VMC approach, Manufyn helped the customer cut machining cost by 28%, reduce cycle time by a third, and improve dimensional repeatability, all while meeting demanding international tolerance and surface finish requirements.
Whether you require prototype quantities or high volume production, Manufyn delivers precision CNC machining solutions that combine engineering expertise, robust quality systems and an extensive manufacturing network across India.
Looking for the right CNC machining strategy for a multi-face, high volume component? Share your part drawings or quality requirements to get started.