Manufyn manufactures nylon PA66 parts in-house — molding, machining & printing
Nylon PA66 (polyamide 66, nylon 6,6) is a semi-crystalline engineering thermoplastic used for injection molding, CNC machining, and extrusion. It is the high-heat nylon: a ~260 °C melting point, continuous service to 120–150 °C with heat-stabilized grades, and higher stiffness than PA6 — which is why PA66 dominates under-hood automotive parts, electrical connectors, EV components, and cable ties.
This nylon PA66 material guide covers everything an engineer or buyer needs before specifying it:
- Exact properties — and how they differ from PA6, its cheaper sibling
- The one question that decides most projects: when is PA66 worth the 20–50% premium?
- The grades available — heat-stabilized, glass-filled GF30/GF50, flame retardant for EV work
- Why PA66 is harder to mold than PA6, and how good tooling solves it
- How PA66 compares with PA6, PPA, POM, and ABS
At Manufyn, we manufacture PA66 parts in-house — plastic injection molding, CNC machining, and 3D printing — with a free DFM review on every quote and dispatch to 30+ countries.
What Is Nylon PA66 Made Of?
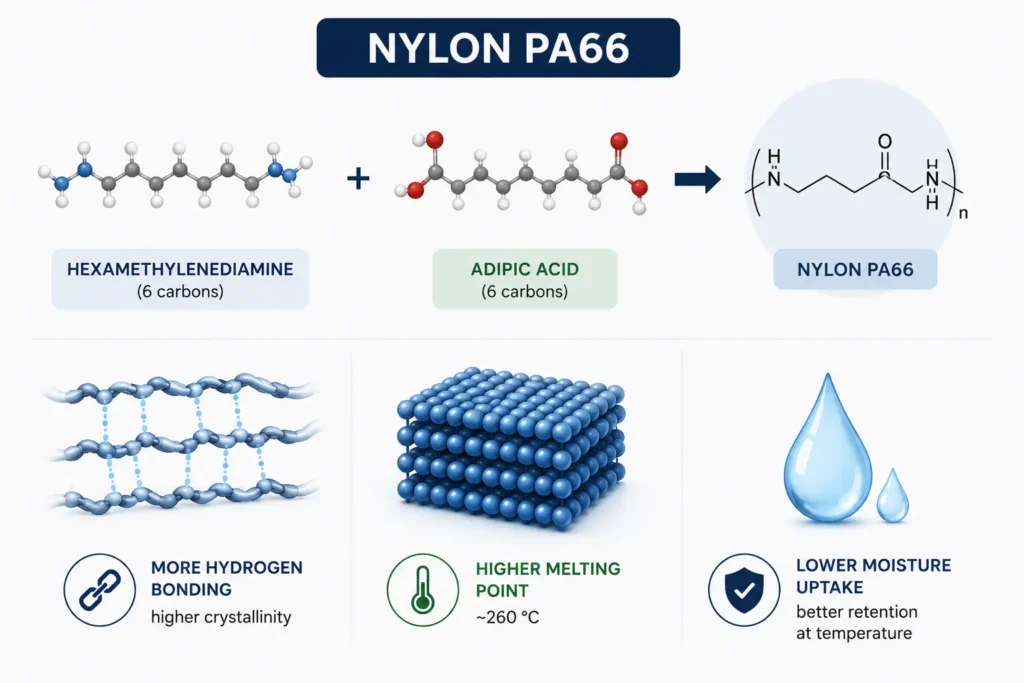
PA66 is polymerized from two monomers — hexamethylenediamine and adipic acid, each contributing six carbons (hence “6,6”). This two-monomer structure packs the polymer chains tighter and more symmetrically than PA6’s single-monomer chain, and that tighter packing is the source of everything PA66 does better:
- More hydrogen bonding per chain length — higher crystallinity, which raises the melting point to ~260 °C (vs PA6’s ~220 °C) and lifts stiffness and strength.
- Denser crystal structure — slightly lower moisture uptake than PA6 and better property retention at temperature.
The same tight packing is also the source of its drawbacks: PA66 freezes fast in the mold (a narrow processing window) and its two-monomer supply chain — adipic acid comes via adiponitrile, produced in only a handful of plants worldwide — makes its price historically more volatile than PA6’s. Both facts shape the buying decision, covered below.
What Are the Properties of Nylon PA66?
Nylon PA66 delivers the highest strength, stiffness, and heat capability of the mainstream nylons. The table below gives typical values for unfilled injection molding grade PA66 — dry-as-molded, with conditioned values noted where they differ (like all nylons, PA66’s numbers move with moisture).
Nylon PA66 Property Table
| Property | Typical Value (Dry) | What It Means in Practice |
|---|---|---|
| Density | 1.13–1.15 g/cm³ (GF30: ~1.37) | Same lightness as PA6 with more strength per gram |
| Tensile strength | 75–85 MPa (GF30: 180–200 MPa) | The strongest mainstream nylon; GF50 grades replace die-cast metal |
| Izod impact (notched) | 40–100 J/m dry; several times higher conditioned | Slightly less tough than PA6 — trades toughness for stiffness |
| Melting point | ~260 °C (true, sharp — semi-crystalline) | 40 °C above PA6 — the headline property and reason to pay the premium |
| Glass transition temp (Tg) | ~60 °C | Stiffness holds meaningfully higher up the temperature scale than PA6 |
| Continuous service temp | ~120 °C standard; 150 °C+ heat-stabilized grades | Genuine under-hood and e-motor territory |
| Coefficient of friction | 0.15–0.40 | Same self-lubricating wear behaviour as PA6 |
| Mold shrinkage | 0.8–1.5% unfilled (GF30: 0.2–0.7%) | High, fast, and direction-sensitive — warp and weld lines need tooling skill |
| Water absorption | ~1.2% in 24 h; ~2.5% at 50% RH equilibrium; ~8% immersed | Slightly lower than PA6 — same design rules apply |
| Flammability | UL94 V-2 (native); V-0 grades standard for electrical | FR-PA66 is the default insulation material in switchgear and EV connectors |
When Is PA66 Worth the Premium Over PA6?
This is the question that decides most nylon projects — and it has a market-trend backstory. PA66 typically costs 20–50% more than PA6, and its price has historically swung harder because adipic acid’s precursor (adiponitrile) is produced in only a handful of plants worldwide; the 2018–2022 supply shocks pushed many molders to requalify parts in PA6 or high-performance PA6 compounds. The honest decision framework:
- Pay for PA66 when: continuous service exceeds ~120 °C (under-hood, e-motors, charge-air systems); heat-aging life matters (heat-stabilized PA66 is qualified for 3,000+ hour aging tests PA6 struggles with); maximum stiffness-to-weight is the goal (GF50 PA66 metal replacement); or the application standard simply specifies it (most cable-tie, connector, and automotive material specs name PA66).
- Save with PA6 when: service stays below ~100–110 °C, toughness matters more than stiffness, molding ease and cost stability matter, or the part is a gear/bushing/wear component — where PA6 performs identically at lower cost. Full details in the nylon PA6 material guide.
The market trend behind this section: EV production is now the fastest-growing PA66 demand driver — high-voltage connectors, busbar insulation, battery module components, and e-motor parts, almost always in flame-retardant, heat-stabilized, glass-filled grades. If your part is in that world, PA66 is usually not a choice but a specification.
PA6 or PA66 — not sure which your part needs?
Send your CAD and service conditions — Manufyn’s engineers recommend the right polyamide and grade free, with pricing for both.
Which Nylon PA66 Grades Are Available?
Unfilled PA66 is rarer in practice than its compounds — filled and stabilized grades do the real work. These are the six PA66 grades Manufyn most commonly molds and machines:
Nylon PA66 Grade Selection Guide
| Grade | Key Trait | Choose It For |
|---|---|---|
| Unfilled PA66 | Highest strength of the neat nylons | Cable ties (the industry standard), fasteners, tough mechanical parts |
| Glass-filled PA66 (GF30/GF50) | Up to 200 MPa tensile, high HDT, low creep | Structural brackets, engine mounts, pedal boxes — metal replacement |
| Heat-stabilized PA66 (HS) | Survives 3,000+ h heat-aging at 150 °C+ | Under-hood parts, charge-air ducts, e-motor components |
| Flame retardant PA66 (UL94 V-0) | Halogenated and halogen-free options | EV high-voltage connectors, busbar insulation, switchgear, contactors |
| Impact-modified PA66 | Rubber-toughened against dry/cold brittleness | Fasteners and clips loaded in winter or air-conditioned dry environments |
| Extruded PA66 rod & plate | Stiffer, more stable machining stock than PA6 | CNC-machined precision gears, insulators, and wear parts |
Note on EV connector work: high-voltage components are typically specified in halogen-free FR PA66, often in the signal orange colour the industry uses for high-voltage identification — mention the colour and FR standard on your drawing and the grade follows.
How Is Nylon PA66 Manufactured into Parts?
Everything true of nylon processing applies to PA66 with the difficulty turned up one notch: resin must be dried below 0.2% moisture, and its high melting point plus fast crystallization make it the least forgiving mainstream nylon to mold — and the most rewarding when tooling is done right.
PA66 Injection Molding — for Production Volumes
PA66 molds at 275–300 °C and freezes fast — great for cycle time, hard on flow. The practical consequences we design around: generous gates and runners so thin sections fill before freeze-off, careful weld-line placement (PA66 weld lines are weaker than PA6’s and must be kept away from load paths), and balanced cooling against its 0.8–1.5% anisotropic shrinkage. Manufyn’s in-house plastic injection molding covers drying, tooling, molding, and conditioning under one roof — see the injection molding design guide for fundamentals.
CNC Machining PA66 — for Precision Low Volumes
Extruded PA66 rod and plate machine like PA6 stock but slightly stiffer and more dimensionally honest — the preferred choice for machined electrical insulators, precision gears, and high-load wear parts. Machine conditioned stock and keep tooling sharp; feeds, speeds, and workholding are covered in the CNC machining plastics guide.
Nylon 3D Printing — for Functional Prototypes
PA66 itself is rare in printing (its fast crystallization fights layer bonding); functional nylon prototypes are usually printed in SLS PA12 or carbon-filled PA6, then production parts qualified in PA66. That substitution works for form and fit but not for heat-aging validation — plan a molded PA66 pilot batch for any under-hood qualification. Technology selection in Manufyn’s 3D printing guides; prototypes via the rapid prototyping service in 5–10 days.
Ready to prototype or produce in nylon PA66?
Molded, machined, or prototype PA66 parts in 5–10 days. Quote in 24 hours. No minimum order.
PA66 vs PA6, PPA, POM, and ABS — Which Should You Choose?
PA66 sits between PA6 (its cheaper sibling below) and PPA (the high-performance polyamide above). POM competes for precision wear parts; ABS marks the commodity boundary. The table settles the shortlists.
Nylon PA66 Comparison Table
| Criterion | PA66 | PA6 | PPA | POM (Acetal) | ABS |
|---|---|---|---|---|---|
| Melting point | ~260 °C | ~220 °C | ~300–320 °C | 165–175 °C | Amorphous |
| Continuous service temp | 120–150 °C (HS) | 100–120 °C | 150–180 °C | ~90–100 °C | ~85 °C |
| Stiffness / strength | Highest of standard nylons | High | Higher still (GF grades) | High, very stable | Moderate |
| Toughness (conditioned) | Very good | Excellent | Good | Good | Very good |
| Moisture absorption | Moderate-high (~2.5% at 50% RH) | High (~3%) | Low-moderate | Very low (~0.2%) | Low |
| Ease of molding | Harder (fast freeze, weld lines) | Good | Demanding (high temp) | Good | Very easy |
| Resin price (indicative, 2026) | $2.50–4.00/kg (volatile) | $2.00–3.00/kg | $8.00–15.00/kg | $2.00–3.50/kg | $1.50–2.50/kg |
| Choose it when… | Under-hood, connectors, EV, cable ties, GF structures | Gears, bushings, snap-fits, cost-driven nylon parts | 150 °C+ continuous, aggressive chemicals | Precision wear parts in humid/wet service | Indoor housings on a budget |
Resin prices above are indicative global commodity ranges as of 2026 and move with market conditions — PA66 is noted as volatile because its adiponitrile supply chain is concentrated in a handful of plants worldwide. Part price depends far more on tooling, cycle time, drying, and finishing than on resin cost. Manufyn quotes exact part pricing in 24 hours.
Rule of thumb: PA66 when heat, heat-aging life, or a specification demands it; PA6 for everything nylon below ~110 °C (see the PA6 guide); PPA only when even heat-stabilized PA66 runs out of headroom; POM for precision meshes in moisture; ABS and polycarbonate stay in the housing world. Full framework in Manufyn’s prototyping material guide.
Design Guidelines for Nylon PA66 Parts
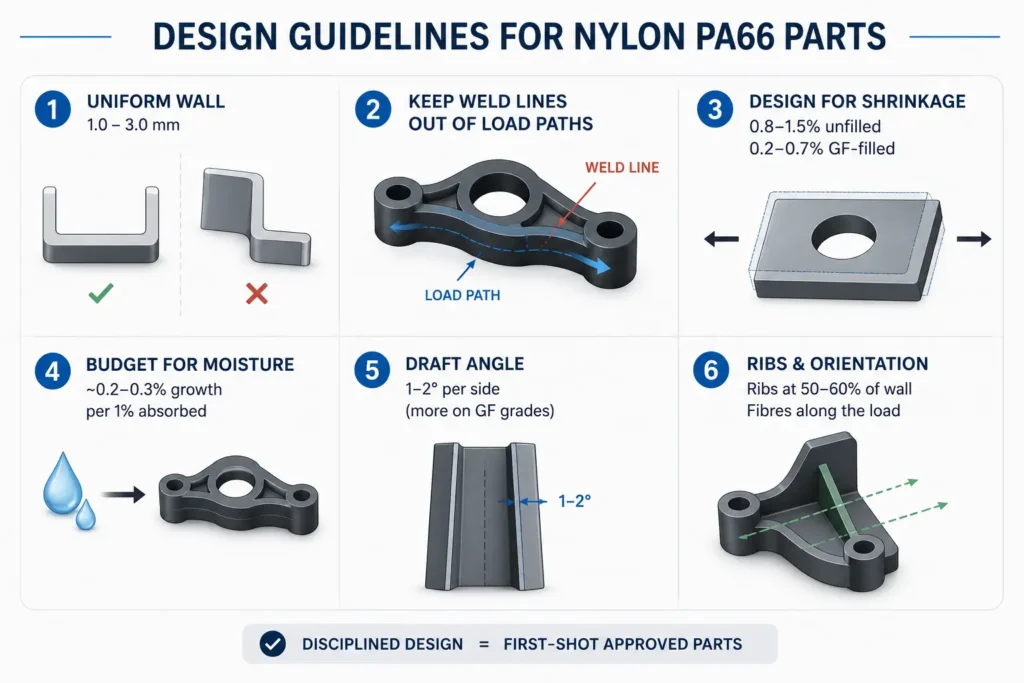
PA66 rewards disciplined design more than any other mainstream nylon — its fast freeze and weld-line sensitivity punish shortcuts. Six rules separate a first-shot-approved part from rejects:
- Wall thickness 1.0–3.0 mm, strictly uniform — thin sections freeze before filling, thick sections warp; see the wall thickness design guide
- Keep weld lines out of load paths — PA66’s fast crystallization makes weld lines its weakest feature; hole and boss placement decides where they land, so flag critical loads in your drawing for gate planning
- Design for the real shrinkage — 0.8–1.5% unfilled, 0.2–0.7% glass-filled and strongly direction-dependent; see shrinkage rates
- Budget for moisture growth — ~0.2–0.3% dimensional gain per 1% absorbed; specify dry-as-molded or conditioned inspection on precision fits
- Draft angle 1–2° per side (more on GF grades) — rules in the draft angles guide
- Ribs at 50–60% of wall, fibres along the load — gate placement orients glass fibre with the main stress path; covered in ribs and bosses design
Have a drawing ready?
Send it to Manufyn’s engineers for a free DFM review — we flag weld-line risks, warp, and moisture-critical dimensions before tooling is cut, and respond within 4 hours.
What Is Nylon PA66 Used For? Applications by Industry
PA66 lives where nylon meets heat and electricity. Across the industries Manufyn serves, the most common PA66 applications are:
Nylon PA66 Applications by Industry
| Industry | Typical PA66 Parts |
|---|---|
| Automotive & EV | Radiator end tanks, charge-air ducts (HS grades), engine covers, high-voltage connectors, busbar insulation, battery module components |
| Electrical & switchgear | Circuit breaker housings, contactors, terminal blocks, cable glands — FR-PA66 (UL94 V-0) |
| Fasteners & wire management | Cable ties (the global standard material), clips, rivets, wall plugs, conduit fittings |
| Industrial machinery | High-load gears, sprockets, sheaves, guide rails serving hotter than PA6 allows |
| Robotics & automation | Structural brackets (GF grades), connector bodies, cable-carrier components |
| Consumer & appliances | Power-tool gearcases, kitchen appliance parts near heaters, furniture glides |
Two Manufyn contexts: PA66 structural and connector parts feature in automation work like the precision robotics assembly development case study, and heat-side automotive components serve clients across automotive manufacturing.
The Honest Limitations of Nylon PA66
No material guide is complete without the drawbacks. PA66 has four you must design around:
- Price volatility. PA66’s two-monomer supply chain concentrates in a handful of adiponitrile plants worldwide; supply disruptions have historically moved its price 30–50% within a year. For parts without a hard heat requirement, qualifying a PA6 alternative is cheap insurance.
- Molding difficulty. Fast freeze-off narrows the processing window, and weld lines are the material’s weak point — this is a material that punishes cheap tooling. Budget for proper gate and cooling design, not just a cavity.
- Moisture movement. Slightly less than PA6, but the same physics: properties and dimensions shift with humidity. Precision bores in variable environments belong to POM or glass-filled grades.
- UV degradation. Natural PA66 chalks outdoors; carbon-black-stabilized grades are the standard fix for exterior parts.
On sustainability: PA66 is recyclable and reprocessed as industrial regrind; recycled-content grades are entering automotive specifications. Regrind at controlled percentages is standard practice at Manufyn for non-critical parts and reduces both cost and waste.
How Much Does Nylon PA66 Cost?
PA66 resin trades at roughly USD 2.50–4.00 per kg for unfilled grade — typically 20–50% above PA6, with more historical volatility — and compounds (GF30/GF50, heat-stabilized, FR halogen-free) running up to 2× that. As with every molded material, resin is rarely the cost driver: tooling amortization, cycle time, drying, and conditioning dominate part price — the full breakdown logic is in our guide to injection molding vs 3D printing cost.
This is exactly where sourcing from India changes the math: Manufyn’s in-house tooling, molding, and machining typically deliver 40–60% savings against US, UK, and EU suppliers at identical ISO 9001 quality — the economics are detailed in the plastic injection parts guide.
Get Your Nylon PA66 Parts Quoted in 24 Hours
Manufyn is India’s ISO 9001 certified in-house manufacturer for nylon parts. We confirm:
PA66 vs PA6 — whether the premium is justified for your part
Grade selection — GF30/GF50, heat-stabilized, FR halogen-free
Weld-line, warp & moisture DFM
Molding vs machining route for your volume
40–60% cost savings vs US/UK/EU suppliers
Frequently asked questions
What is nylon PA66 in simple terms?
PA66 (polyamide 66, nylon 6,6) is the high-heat member of the nylon family — a tough, stiff, wear-resistant plastic that melts at ~260 °C. It is the material of cable ties, electrical connectors, and under-hood automotive parts — chosen when a nylon part must survive heat that PA6 cannot.
What is the difference between PA66 and PA6?
PA66 melts 40 °C higher (~260 °C vs ~220 °C), is somewhat stiffer and stronger, absorbs slightly less moisture, and holds properties better at temperature. PA6 is tougher, easier to mold, cheaper, and more price-stable. Rule: PA66 for heat and specifications that demand it; PA6 for everything nylon below ~110 °C.
What is the melting point of nylon PA66?
About 260 °C — a true, sharp melting point, since PA66 is semi-crystalline. Its continuous service limit is roughly 120 °C for standard grades and 150 °C+ for heat-stabilized grades.
Why are cable ties made from PA66?
Cable ties exploit exactly PA66’s profile: high tensile strength for the locking head, enough conditioned toughness to flex without snapping, heat capability for engine bays and panels, and cheap high-volume molding. PA66 has been the global cable-tie standard for decades; conditioned ties are noticeably stronger than bone-dry ones.
What does heat-stabilized PA66 mean?
Heat stabilizers (typically copper-iodide systems) slow oxidative aging, letting PA66 parts survive thousands of hours at 150 °C+ without embrittling — the qualification requirement for under-hood and e-motor components. Standard PA66 ages out much faster at those temperatures; specify HS grades wherever long-term heat exposure exists.
When should I use glass-filled PA66 (GF30/GF50)?
When a part needs maximum stiffness-to-weight, low creep under sustained load, and high heat deflection — structural brackets, engine mounts, pump housings, and metal replacement. GF50 PA66 approaches die-cast aluminium stiffness at a fraction of the weight. Trade-offs: abrasive on tooling, strongly direction-dependent shrinkage, rougher finish.
What is PPA and when is it needed instead of PA66?
PPA (polyphthalamide) is a semi-aromatic high-performance polyamide melting around 300–320 °C with continuous service to 150–180 °C, lower moisture uptake, and better chemical resistance — at several times PA66’s price. Step up to PPA only when even heat-stabilized PA66 runs out of temperature or chemical headroom.
Is PA66 harder to injection mold than PA6?
Yes. PA66 melts hotter (275–300 °C), freezes faster, and produces weaker weld lines — thin sections and poorly placed gates cause short shots and weak parts. The fix is tooling designed for the material: generous gates, planned weld-line locations, balanced cooling. It is a tooling-skill problem, not a reason to avoid the material.
Is nylon PA66 food safe?
Only specific FDA/EU-compliant PA66 grades are approved for food contact — standard industrial and FR grades are not. State the compliance requirement on your drawing and the correct grade is specified at quoting.
What is the minimum order for PA66 parts from Manufyn?
There is no minimum order. Manufyn quotes nylon PA66 parts from a single CNC-machined prototype up to million-piece injection molding runs, with a quote returned in 24 hours.