Technical Brief: Precision Machining Large-Format Nozzle Casing for Aerospace
Manufyn delivered a zero-defect, aerospace-grade nozzle casing at 299 mm × Ø398 mm — achieving perfect concentricity and 100% positional accuracy across 16 tapped holes through vibration-controlled single-setup machining.
Project Context
A tier-one aerospace and defense contractor required precision machining of a large-format industrial housing — component NS-0005 — in high-grade mild steel. The part combined deep internal bore profiles, a Ø398 mm outer diameter, and a 16-hole tapped pattern, all held to aerospace-grade dimensional standards across a 299 mm length.
Engineering Challenges
Scale amplified every machining risk. Maintaining dimensional linearity across 299 mm without taper required structural discipline from the first cut. Ensuring concentricity between deep internal bores and the large outer diameter demanded tight process control across operations. The component’s physical mass introduced vibration during deep boring, increasing tool deflection risk. Accurate perpendicularity and positional alignment of 16 M14 and M10 tapped holes across a wide-diameter face added further complexity.
Process and Solution
Manufyn established the 299 mm length as a structural datum from the outset, anchoring all subsequent operations to a single reference. Billets were ultrasonically tested before machining to eliminate subsurface defects. A Rough-then-Relax sequence released residual stresses before any precision work began. High-torque CNC turning paired with vibration-dampening boring bars controlled chatter during deep internal operations. A single-setup philosophy integrated turning, boring, and hole indexing into one continuous cycle, eliminating cumulative tolerance errors. Synchronized tapping cycles ensured consistent thread quality and positional accuracy across all 16 holes.
How Manufyn achieved large-format dimensional accuracy and perfect concentricity in a 16-hole industrial housing
Client Overview
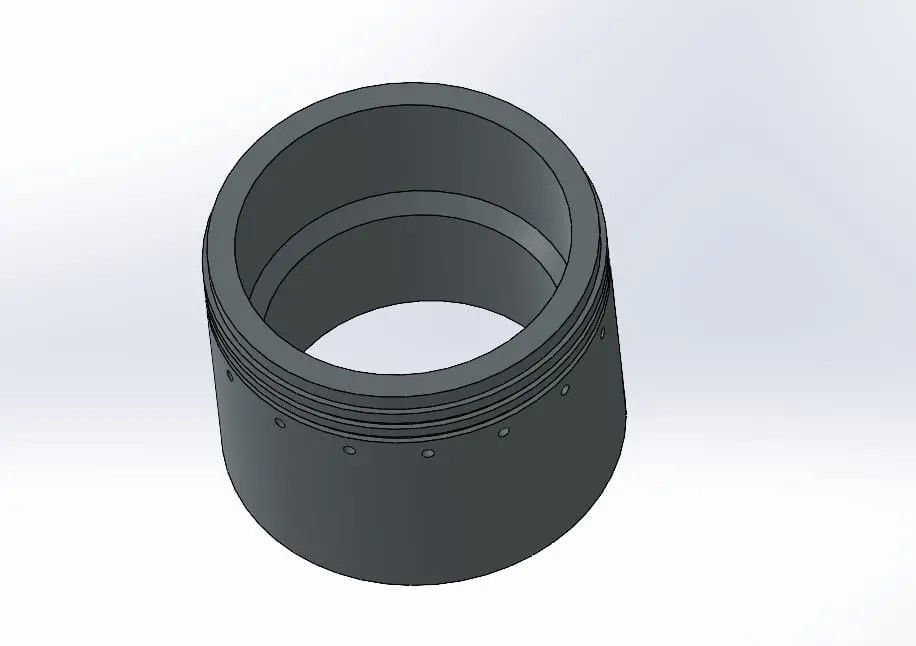
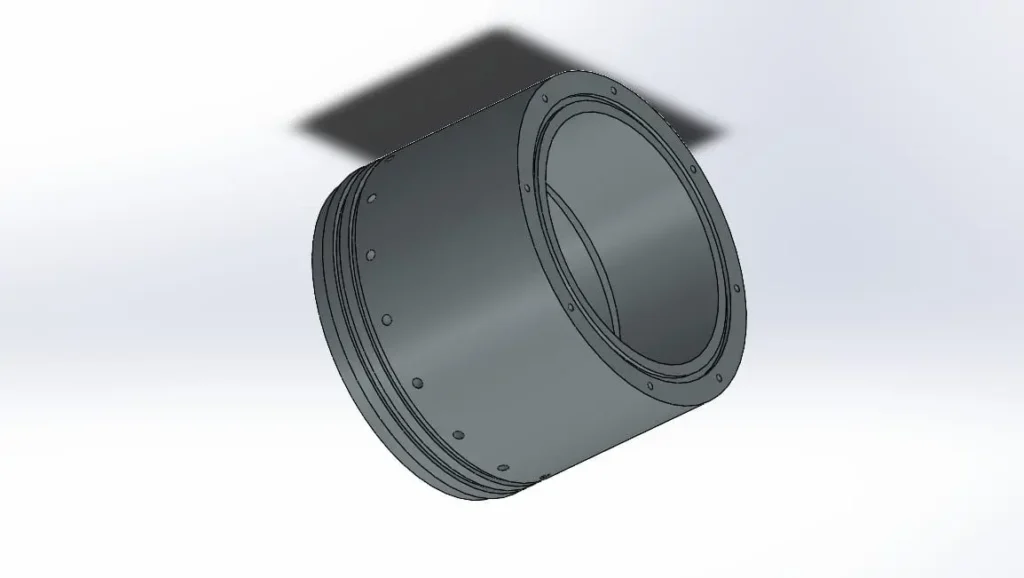
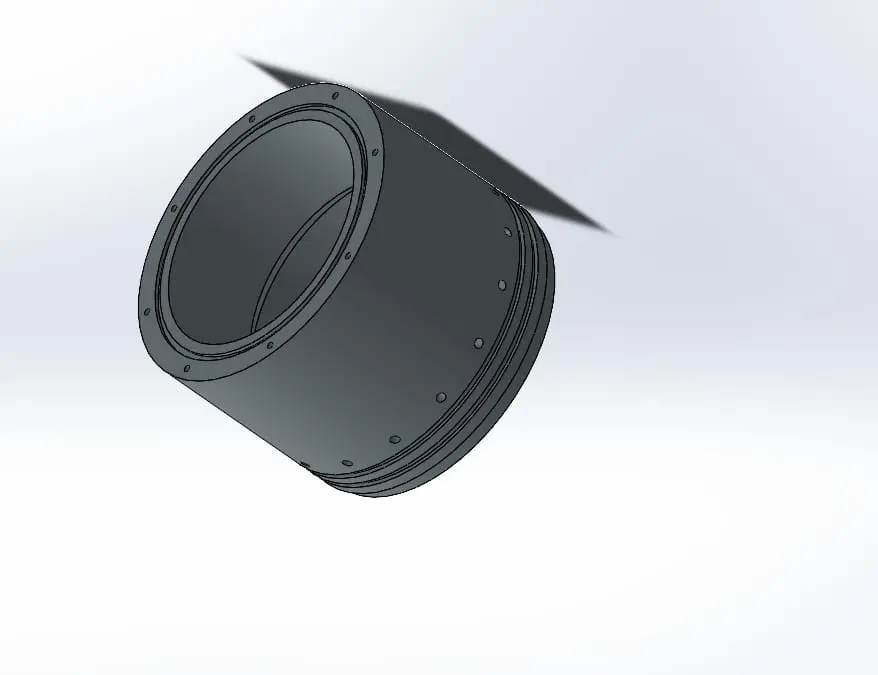
This precision machining nozzle casing project was executed in collaboration with a tier-one global aerospace and defense contractor. The component, identified as NS-0005 Nozzle Casing, is a large-format industrial housing measuring 299 mm in length and 398 mm in diameter, manufactured from high-grade mild steel.
The client required precision machining nozzle casing capabilities to handle large material volumes while maintaining strict dimensional control across both internal and external features. The project involved complex internal profiles and a pattern of 16 tapped holes across a wide diameter face, all of which needed to meet aerospace-grade quality standards.
Project Challenge
The primary challenge in this precision machining nozzle casing project was maintaining geometric accuracy across a large and heavy workpiece while executing intricate internal and external machining operations.
Key challenges included:
- Maintaining dimensional linearity across the full 299 mm length to prevent tapering
- Ensuring perfect concentricity between deep internal bores and the Ø398 mm outer diameter
- Managing tool deflection and vibration during deep boring operations
- Handling the physical mass of the component during machining and inspection
- Achieving precise alignment of 16 tapped holes relative to the central axis
Executing precision machining nozzle casing operations at this scale required tight control over both machining strategy and process stability.

Engineering Approach for Precision Machining Nozzle Casing
Manufyn implemented a mechanical stability and vibration-controlled machining strategy tailored for large-format precision machining nozzle casing applications.
- The 299 mm length was treated as a structural datum, ensuring alignment across all operations
- High-torque CNC turning combined with vibration-dampening boring bars minimized tool chatter
- A single-setup machining philosophy integrated turning, boring, and hole indexing into one cycle
- This eliminated cumulative errors and ensured perfect concentricity across all features
This approach ensured high accuracy while maintaining structural integrity throughout the machining cycle.
Manufacturing Process
Raw Material Preparation
High-grade mild steel billets were sourced and subjected to ultrasonic testing to eliminate internal defects before machining.
Heavy-Duty Rough Machining
High-torque CNC turning was used to remove bulk material and establish the primary Ø398 mm outer profile, preparing the part for precision operations.
Stress Relief and Stabilization
A controlled rest period was implemented after roughing to allow internal stresses to settle, preventing dimensional distortion in subsequent machining stages.
Semi-Finish Machining
Internal and external surfaces were brought close to final dimensions, ensuring a stable base for high-precision finishing.
Precision Tapping of 16 Holes
Synchronized tapping cycles were used to machine M14 and M10 threaded holes, ensuring:
- Perfect perpendicularity
- Accurate positional alignment
- Consistent thread quality
Final Finishing
High-speed finishing passes were executed to achieve:
- Final dimensional accuracy
- Required surface finish
- Stable internal geometry
Deburring and Cleaning
All internal and external edges were deburred, and machining residues were removed to ensure clean and functional geometry.
Dimensional Verification
Comprehensive inspection was conducted using:
- Large-format micrometers
- Bore gauges
This ensured full compliance with tolerance requirements across the 299 mm length and Ø398 mm diameter.
Results Achieved
The precision machining nozzle casing strategy delivered strong technical and operational outcomes:
- Achieved 100% positional accuracy for all 16 tapped holes
- Maintained perfect concentricity across internal and external features
- Ensured dimensional stability across the full component length
- Reduced production time by 18% through optimized machining strategy
- Achieved zero rework with first-pass quality approval
- Delivered a structurally robust, aerospace-grade component
Value Delivered by Manufyn
- Expertise in precision machining nozzle casing for large-format components
- Strong control over vibration, tool deflection, and dimensional accuracy
- Efficient handling of heavy and complex workpieces
- Reduced production time through process optimization
- Reliable delivery aligned with aerospace quality standards
Conclusion
This case study demonstrates Manufyn’s capability in precision machining nozzle casing for large-scale aerospace applications. By combining high-torque machining, vibration control, and a single-setup strategy, Manufyn ensured perfect concentricity, dimensional stability, and zero-defect execution.
The project stands as a benchmark for delivering large-format, high-precision components with consistent quality and performance.
Working on precision machining nozzle casing or large-format components with tight tolerances?
Share your drawings to evaluate the most efficient machining strategy.